Matrițe 2k
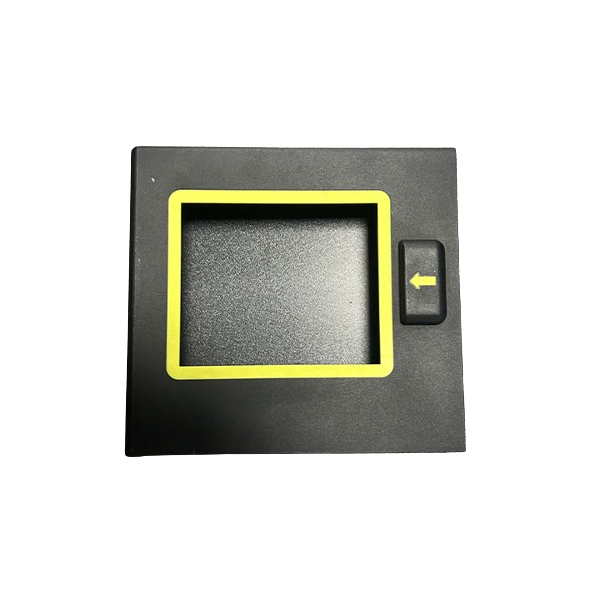
Matrițele 2K, cunoscute și sub denumirea de matrițe cu două injecții sau matrițe cu două componente, sunt matrițe specializate utilizate în procesele de turnare prin injecție pentru a produce piese din plastic cu două materiale sau culori diferite într-o singură operație. Aceste matrițe permit crearea de piese complexe cu caracteristici sau caracteristici multiple, fără a fi nevoie de procese secundare de asamblare.
Inginerii noștri de matrițe au o vastă experiență în proiectarea și ingineria matrițelor pentru matrițe 2k.
Alegeți-ne pentru soluții fiabile, inovatoare și rentabile de fabricare a matrițelor pentru proiectele dumneavoastră de matrițe 2K!